



Obwohl ultraschnelle Laser schon seit Jahrzehnten existieren, haben ihre industriellen Anwendungen in den letzten zwei Jahrzehnten rasant zugenommen. Im Jahr 2019 betrug der Marktwert ultraschneller LaserLasermaterialDer Umsatz belief sich auf rund 460 Millionen US-Dollar, mit einer durchschnittlichen jährlichen Wachstumsrate von 13 %. Zu den Anwendungsbereichen, in denen ultraschnelle Laser erfolgreich zur Bearbeitung industrieller Materialien eingesetzt wurden, gehören die Herstellung und Reparatur von Fotomasken in der Halbleiterindustrie sowie das Vereinzeln von Silizium, das Schneiden/Ritzen von Glas und die Entfernung von ITO-Schichten (Indiumzinnoxid) in der Unterhaltungselektronik wie Mobiltelefonen und Tablets, die Kolbenstrukturierung für die Automobilindustrie, die Herstellung von Koronarstents und die Herstellung mikrofluidischer Geräte für die Medizintechnik.

01 Herstellung und Reparatur von Fotomasken in der Halbleiterindustrie
Ultrakurzpulslaser wurden in einer der ersten industriellen Anwendungen zur Materialbearbeitung eingesetzt. IBM berichtete in den 1990er Jahren über die Anwendung der Femtosekundenlaserablation in der Fotomaskenherstellung. Im Vergleich zur Nanosekundenlaserablation, die Metallspritzer und Glasbeschädigungen verursachen kann, weisen Femtosekundenlasermasken keine Metallspritzer, keine Glasbeschädigungen usw. auf. Dieses Verfahren wird zur Herstellung integrierter Schaltungen (ICs) verwendet. Die Herstellung eines IC-Chips kann bis zu 30 Masken erfordern und über 100.000 US-Dollar kosten. Die Femtosekundenlaserbearbeitung ermöglicht die Bearbeitung von Linien und Punkten unter 150 nm.
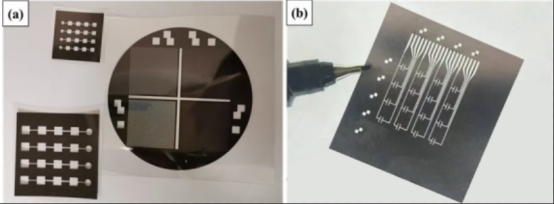
Abbildung 1. Herstellung und Reparatur von Fotomasken
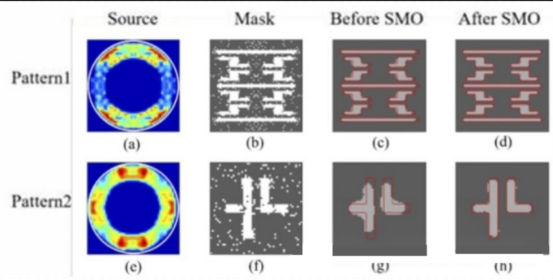
Abbildung 2. Optimierungsergebnisse verschiedener Maskenmuster für die extreme Ultraviolett-Lithographie
02 Siliziumschneiden in der Halbleiterindustrie
Das Vereinzeln von Siliziumwafern ist ein Standardfertigungsprozess in der Halbleiterindustrie und wird üblicherweise mechanisch durchgeführt. Die dabei verwendeten Trennscheiben neigen jedoch zu Mikrorissen und sind für dünne Wafer (z. B. Dicke < 150 µm) schwer zu schneiden. Das Laserschneiden von Siliziumwafern wird in der Halbleiterindustrie seit vielen Jahren eingesetzt, insbesondere für dünne Wafer (100–200 µm). Es erfolgt in mehreren Schritten: Laserritzen, gefolgt von mechanischer Trennung oder Stealth-Schneiden (d. h. Ritzen des Siliziums mit einem Infrarotlaserstrahl) und anschließender mechanischer Trennung mit Klebeband. Ein Nanosekunden-Pulslaser kann 15 Wafer pro Stunde bearbeiten, ein Pikosekunden-Laser sogar 23 Wafer pro Stunde – und das bei höherer Qualität.
03 Glasschneiden/-ritzen in der Konsumelektronikindustrie
Touchscreens und Schutzgläser für Mobiltelefone und Laptops werden immer dünner und weisen teilweise gekrümmte geometrische Formen auf. Dies erschwert das herkömmliche mechanische Schneiden. Typische Laser liefern in der Regel eine schlechte Schnittqualität, insbesondere bei 3-4-lagigen Glasdisplays, deren oberste, 700 µm dicke Schutzglasschicht gehärtet ist und bei lokaler Belastung brechen kann. Ultrakurzpulslaser hingegen schneiden diese Gläser mit höherer Schnittkantenfestigkeit. Beim Schneiden großer Flachbildschirme kann der Femtosekundenlaser auf die Rückseite der Glasscheibe fokussiert werden, wodurch die Innenseite des Glases angeritzt wird, ohne die Vorderseite zu beschädigen. Anschließend kann das Glas entlang der Ritzlinie mechanisch oder thermisch gebrochen werden.
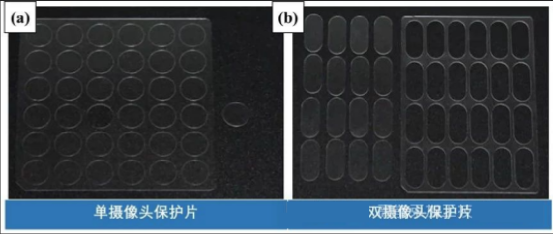
Abbildung 3. Schneiden von Glas in Sonderformen mit einem Pikosekunden-Ultraschnelllaser
04 Kolbenoberflächen in der Automobilindustrie
Leichtbau-Automotoren bestehen aus Aluminiumlegierungen, die weniger verschleißfest sind als Gusseisen. Studien haben gezeigt, dass die Bearbeitung der Kolbenoberfläche mit einem Femtosekundenlaser die Reibung um bis zu 25 % reduzieren kann, da sich Ablagerungen und Öl effektiv ablagern lassen.

Abbildung 4. Femtosekundenlaserbearbeitung von Automobilmotorkolben zur Verbesserung der Motorleistung
05 Herstellung von Koronarstents in der Medizintechnik
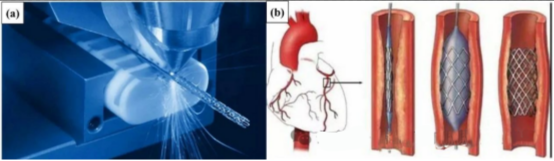
Millionenfach werden Koronarstents in die Koronararterien eingesetzt, um den Blutfluss in ansonsten verstopften Gefäßen wiederherzustellen und so jährlich Millionen von Leben zu retten. Koronarstents bestehen typischerweise aus einem Metalldrahtgeflecht (z. B. aus Edelstahl, Nickel-Titan-Formgedächtnislegierung oder neuerdings aus Kobalt-Chrom-Legierung) mit einer Stegbreite von etwa 100 µm. Im Vergleich zum Langpuls-Laserschneiden bieten Ultrakurzpulslaser beim Schneiden von Halterungen die Vorteile einer höheren Schnittqualität, einer besseren Oberflächengüte und weniger Materialablagerungen, wodurch die Nachbearbeitungskosten gesenkt werden.
06 Herstellung mikrofluidischer Geräte für die Medizinindustrie
Mikrofluidische Bauelemente werden häufig in der Medizintechnik zur Krankheitsdiagnostik eingesetzt. Sie werden typischerweise durch Mikro-Spritzgießen einzelner Teile und anschließendes Kleben oder Schweißen hergestellt. Die Fertigung mikrofluidischer Bauelemente mittels Ultrakurzpulslaser bietet den Vorteil, dreidimensionale Mikrokanäle in transparenten Materialien wie Glas ohne zusätzliche Verbindungen zu erzeugen. Eine Methode ist die Ultrakurzpulslaserbearbeitung in einem Glasblock mit anschließender nasschemischer Ätzung. Eine andere Methode ist die Femtosekundenlaserablation in Glas oder Kunststoff in destilliertem Wasser zur Entfernung von Verunreinigungen. Ein weiterer Ansatz besteht darin, Kanäle in die Glasoberfläche zu fräsen und diese mittels Femtosekundenlaserschweißen mit einer Glasabdeckung zu verschließen.
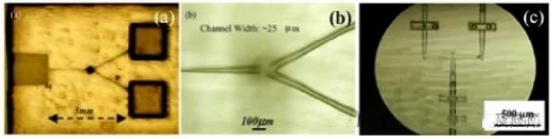
Abbildung 6. Femtosekundenlaserinduziertes selektives Ätzen zur Herstellung mikrofluidischer Kanäle in Glasmaterialien
07 Mikrobohrung der Einspritzdüse
Die Femtosekundenlaser-Mikrolochbearbeitung hat bei vielen Unternehmen im Markt für Hochdruckinjektoren die Mikro-EDM abgelöst, da sie eine größere Flexibilität bei der Änderung von Strömungslochprofilen und kürzere Bearbeitungszeiten ermöglicht. Die Möglichkeit, Fokusposition und Neigung des Laserstrahls mittels eines präzedierenden Scankopfes automatisch zu steuern, hat zur Entwicklung von Aperturprofilen (z. B. tonnenförmig, aufweitend, konvergent, divergent) geführt, die die Zerstäubung oder das Eindringen in die Brennkammer fördern können. Die Bohrzeit hängt vom Abtragvolumen ab, bei einer Bohrdicke von 0,2–0,5 mm und einem Lochdurchmesser von 0,12–0,25 mm ist dieses Verfahren zehnmal schneller als die Mikro-EDM. Das Mikrobohren erfolgt in drei Schritten: Schruppen und Fertigen von Pilotbohrungen. Argon dient als Schutzgas, um das Bohrloch vor Oxidation zu schützen und das Plasma in den Anfangsphasen abzuschirmen.
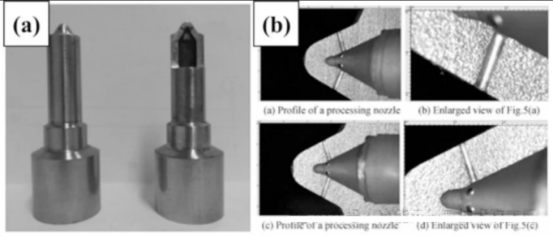
Abbildung 7. Femtosekundenlaser-Hochpräzisionsbearbeitung einer konischen Bohrung für einen Dieselmotor-Injektor
08 Ultraschnelle Lasertexturierung
Um die Bearbeitungsgenauigkeit zu verbessern, Materialschäden zu reduzieren und die Bearbeitungseffizienz zu steigern, hat sich die Mikrobearbeitung in den letzten Jahren zunehmend zu einem Forschungsschwerpunkt entwickelt. Ultrakurzpulslaser bieten diverse Vorteile in der Bearbeitung, wie geringe Schädigung und hohe Präzision, und sind daher zu einem wichtigen Forschungsfeld geworden. Da Ultrakurzpulslaser auf eine Vielzahl von Materialien wirken können, ist die Untersuchung von Materialschäden bei der Laserbearbeitung ein bedeutendes Forschungsgebiet. Ultrakurzpulslaser werden zur Materialablation eingesetzt. Übersteigt die Energiedichte des Lasers die Ablationsschwelle des Materials, bildet sich auf der Oberfläche des abgetragenen Materials eine Mikro-Nano-Struktur mit spezifischen Eigenschaften. Untersuchungen zeigen, dass diese spezielle Oberflächenstruktur ein häufiges Phänomen bei der Laserbearbeitung von Materialien ist. Die Erzeugung von Mikro-Nano-Oberflächenstrukturen kann die Materialeigenschaften verbessern und die Entwicklung neuer Materialien ermöglichen. Daher ist die Erzeugung von Mikro-Nano-Oberflächenstrukturen mittels Ultrakurzpulslasern eine technische Methode von großer Entwicklungsrelevanz. Aktuell kann die Forschung zur ultraschnellen Laser-Oberflächentexturierung bei Metallwerkstoffen die Benetzungseigenschaften der Metalloberfläche verbessern, die Oberflächenreibung und Verschleißeigenschaften verbessern, die Haftung von Beschichtungen erhöhen und die gerichtete Proliferation und Adhäsion von Zellen fördern.
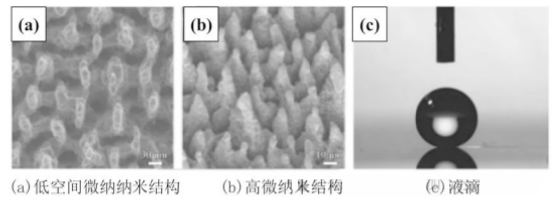
Abbildung 8. Superhydrophobe Eigenschaften einer laserpräparierten Siliziumoberfläche
Als Spitzentechnologie zeichnet sich die ultraschnelle Laserbearbeitung durch eine kleine Wärmeeinflusszone, einen nichtlinearen Wechselwirkungsprozess mit den Materialien und eine hochauflösende Bearbeitung jenseits der Beugungsgrenze aus. Sie ermöglicht die hochwertige und hochpräzise Mikro-Nano-Bearbeitung verschiedenster Materialien sowie die Herstellung dreidimensionaler Mikro-Nanostrukturen. Die Laserfertigung spezieller Materialien, komplexer Strukturen und spezieller Bauteile eröffnet neue Wege in der Mikro-Nano-Fertigung. Femtosekundenlaser finden bereits breite Anwendung in vielen zukunftsweisenden Forschungsbereichen: Sie dienen zur Herstellung verschiedener optischer Bauelemente wie Mikrolinsenarrays, bionischer Facettenaugen, optischer Wellenleiter und Metasurfaces. Dank ihrer hohen Präzision, Auflösung und dreidimensionalen Bearbeitungsmöglichkeiten können Femtosekundenlaser mikrofluidische und optofluidische Chips wie Mikroheizkomponenten und dreidimensionale mikrofluidische Kanäle herstellen oder integrieren. Darüber hinaus können Femtosekundenlaser verschiedene Arten von Oberflächenmikro- und -nanostrukturen erzeugen, um Antireflexions-, superhydrophobe, eisabweisende und weitere Funktionen zu realisieren. Auch in der Biomedizin finden Femtosekundenlaser Anwendung und zeigen herausragende Leistungen in Bereichen wie biologischen Mikrostents, Zellkultursubstraten und der biologischen Mikroskopie. Die Anwendungsgebiete der Femtosekundenlaserbearbeitung erweitern sich stetig. Neben den bereits erwähnten Anwendungen in der Mikrooptik, Mikrofluidik, multifunktionalen Mikro- und Nanostrukturen sowie der Biomedizintechnik spielen sie auch in aufstrebenden Bereichen wie der Metasurface-Herstellung, der Mikro- und Nanofertigung und der mehrdimensionalen optischen Datenspeicherung eine wichtige Rolle.
Veröffentlichungsdatum: 17. April 2024











