



In den letzten Jahren hat sich die Laserreinigung zu einem der Forschungsschwerpunkte in der industriellen Fertigung entwickelt. Die Forschung umfasst Prozesse, Theorie, Ausrüstung und Anwendungen. In industriellen Anwendungen hat sich die Laserreinigungstechnologie als zuverlässig für die Reinigung einer Vielzahl unterschiedlicher Substratoberflächen bewährt. Zu den reinigungsfähigen Materialien zählen Stahl, Aluminium, Titan, Glas und Verbundwerkstoffe. Anwendungsbereiche sind unter anderem die Luft- und Raumfahrt, die Schifffahrt, der Hochgeschwindigkeitsverkehr, die Automobilindustrie, der Formenbau, die Kernenergie und die Schifffahrt.
Die Laserreinigungstechnologie, deren Ursprünge bis in die 1960er-Jahre zurückreichen, zeichnet sich durch hohe Reinigungswirkung, ein breites Anwendungsspektrum, hohe Präzision, berührungslose Reinigung und gute Zugänglichkeit aus. In der industriellen Fertigung, Produktion, Instandhaltung und anderen Bereichen bietet sie vielversprechende Anwendungsmöglichkeiten und dürfte die traditionellen Reinigungsmethoden teilweise oder vollständig ersetzen. Sie gilt als eine der vielversprechendsten umweltfreundlichen Reinigungstechnologien des 21. Jahrhunderts.




Laserreinigungsmethode
Die Laserreinigung ist ein sehr komplexer Prozess, der verschiedene Materialabtragsmechanismen umfasst. Bei einem Laserreinigungsverfahren können mehrere Mechanismen gleichzeitig ablaufen, was hauptsächlich auf die Wechselwirkung zwischen Laser und Material zurückzuführen ist. Zu diesen Mechanismen gehören Oberflächenabtragung, Zersetzung, Ionisierung, Degradation, Schmelzen, Verbrennung, Verdampfung, Vibration, Sputtern, Ausdehnung, Schrumpfung, Explosion, Abblättern, Abplatzen und andere physikalische und chemische Veränderungen.
Gegenwärtig gibt es im Wesentlichen drei typische Laserreinigungsverfahren: Laserablation, flüssigkeitsfilmunterstützte Laserreinigung und Laserstoßwellenreinigung.
Laserablationsreinigungsmethode
Die wichtigsten methodischen Mechanismen sind thermische Ausdehnung, Verdampfung, Ablation und Phasenexplosion. Der Laser wirkt direkt auf das zu entfernende Material von der Substratoberfläche. Die Umgebungsbedingungen können Luft, verdünntes Gas oder Vakuum sein. Die Betriebsbedingungen sind einfach und das Verfahren wird häufig zur Entfernung verschiedenster Beschichtungen, Farben, Partikel oder Verschmutzungen eingesetzt. Das folgende Diagramm zeigt das Prozessdiagramm für die Laserablationsreinigung.
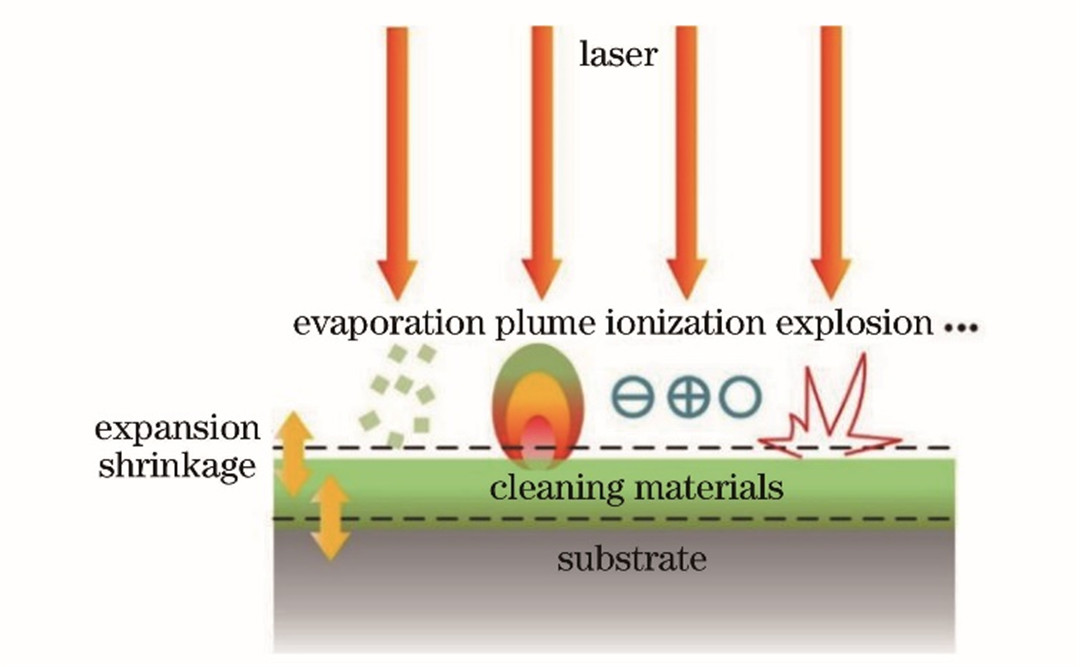
Bei der Laserbestrahlung der Materialoberfläche dehnen sich Substrat und Reinigungsmaterial zunächst thermisch aus. Mit zunehmender Einwirkungszeit des Lasers auf das Reinigungsmaterial und sofern die Temperatur unterhalb der Kavitationsschwelle des Reinigungsmaterials liegt, findet lediglich eine physikalische Veränderung statt. Der Unterschied im Wärmeausdehnungskoeffizienten zwischen Reinigungsmaterial und Substrat führt zu Druck an der Grenzfläche. Dies kann zum Ausbeulen, Ablösen, Reißen, mechanischen Bruch, Vibrationszerstörung usw. des Reinigungsmaterials führen. Das Reinigungsmaterial wird anschließend durch Abstrahlen oder Abstreifen von der Substratoberfläche entfernt.
Wenn die Temperatur höher ist als die Vergasungsschwellentemperatur des Reinigungsmaterials, gibt es zwei Möglichkeiten: 1) Die Ablationsschwelle des Reinigungsmaterials ist niedriger als die des Substrats; 2) Die Ablationsschwelle des Reinigungsmaterials ist höher als die des Substrats.
Bei diesen beiden Arten der Materialreinigung handelt es sich um Schmelzen, Kavitation und Ablation sowie andere physikalisch-chemische Veränderungen. Der Reinigungsmechanismus ist komplexer und kann neben thermischen Effekten auch den Bruch molekularer Bindungen zwischen Reinigungsmaterialien und Substraten, die Zersetzung oder den Abbau der Reinigungsmaterialien, Phasenexplosionen, die Vergasung der Reinigungsmaterialien, die sofortige Ionisierung und die Erzeugung von Plasma umfassen.
(1)Flüssigkeitsfilm-unterstützte Laserreinigung
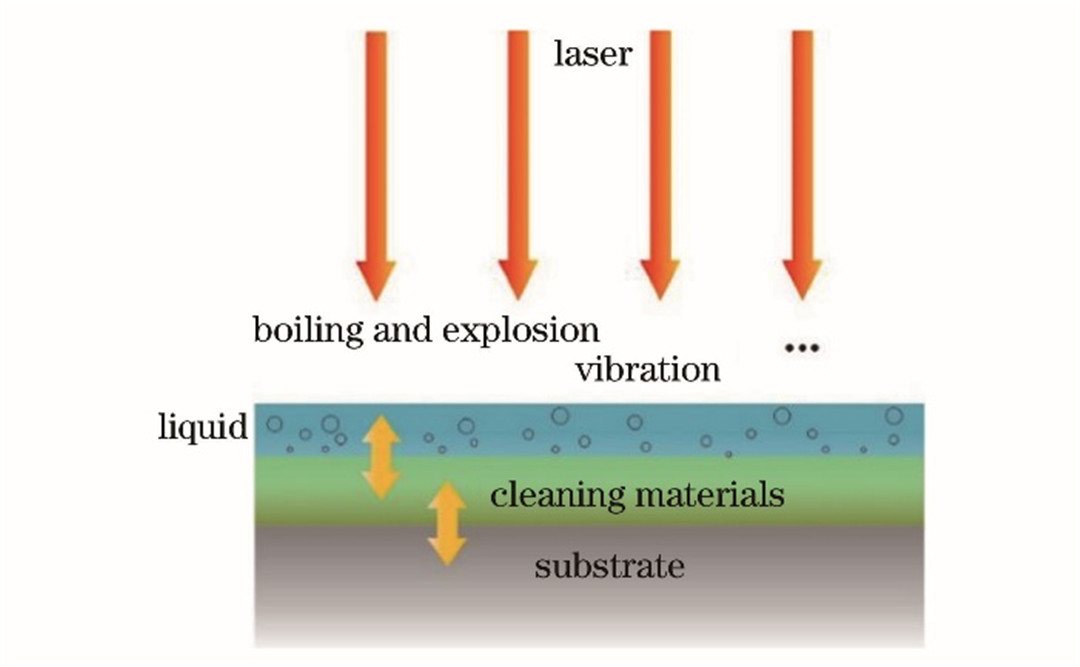
Das Verfahren beruht hauptsächlich auf Flüssigkeitsfilmverdampfung und Vibration. Um den Mangel an Aufpralldruck beim Laserablationsprozess auszugleichen, muss die geeignete Laserwellenlänge gewählt werden. Dadurch können auch schwer zu entfernende Verschmutzungen beseitigt werden.
Wie in der Abbildung unten dargestellt, wird die Oberfläche des zu reinigenden Objekts mit einem Flüssigkeitsfilm (Wasser, Ethanol oder andere Flüssigkeiten) bedeckt und anschließend mit einem Laser bestrahlt. Der Flüssigkeitsfilm absorbiert die Laserenergie, was zu einer heftigen Explosion des flüssigen Mediums führt. Die explosionsartige Bewegung der siedenden Flüssigkeit mit hoher Geschwindigkeit überträgt die Energie auf das zu reinigende Material. Die hohe kurzzeitige Explosionskraft reicht aus, um den Oberflächenschmutz zu entfernen und den gewünschten Reinigungseffekt zu erzielen.
Die flüssigkeitsfilmunterstützte Laserreinigungsmethode hat zwei Nachteile.
Ein umständlicher und schwer zu kontrollierender Prozess.
Durch die Verwendung eines Flüssigkeitsfilms kann sich die chemische Zusammensetzung der Substratoberfläche nach der Reinigung leicht verändern und es können neue Substanzen entstehen.
(1)Reinigungsmethode mit Laserstoßwellen
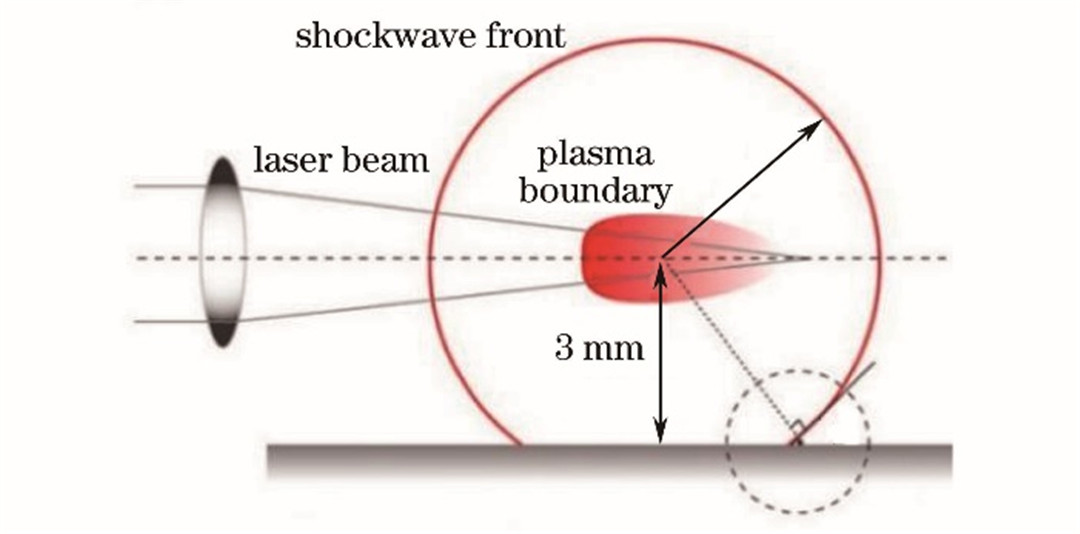
Der Verfahrensansatz und -mechanismus unterscheiden sich deutlich von den ersten beiden. Der Mechanismus beruht hauptsächlich auf der Abtragung durch Stoßwellenkraft. Die zu reinigenden Objekte sind vorwiegend Partikel, wobei der Fokus auf der Entfernung von Partikeln im Submikrometer- oder Nanometerbereich liegt. Die Prozessanforderungen sind sehr hoch: Zum einen muss die Fähigkeit zur Ionisierung der Luft gewährleistet sein, zum anderen muss ein geeigneter Abstand zwischen Laser und Substrat eingehalten werden, um eine ausreichende Wirkung der Stoßkraft auf die Partikel sicherzustellen.
Das unten dargestellte Schema zeigt den Reinigungsprozess mit Laser-Stoßwellen. Der Laserstrahl wird parallel zur Substratoberfläche gerichtet, ohne das Substrat zu berühren. Durch Bewegen des Werkstücks oder des Laserkopfes wird der Laserfokus auf das Partikel in der Nähe des Laserausgangs ausgerichtet. Im Fokuspunkt kommt es zur Luftionisation, wodurch Stoßwellen entstehen. Diese breiten sich sphärisch schnell aus und treffen auf das Partikel. Sobald das Moment der transversalen Stoßwellenkomponente am Partikel größer ist als das Moment der longitudinalen Komponente und die Adhäsionskraft am Partikel, wird das Partikel durch Abrollen entfernt.
Laserreinigungstechnologie
Der Mechanismus der Laserreinigung beruht hauptsächlich darauf, dass die Oberfläche des Objekts nach der Absorption von Laserenergie, durch Verdampfung und Verflüchtigung oder durch eine sofortige thermische Ausdehnung die Adsorption von Partikeln an der Oberfläche überwindet, sodass sich das Objekt von der Oberfläche löst und somit der Reinigungszweck erreicht wird.
Grob zusammengefasst als: 1. Laser-Dampfzersetzung, 2. Laser-Stripping, 3. thermische Ausdehnung von Schmutzpartikeln, 4. Substratoberflächen- und Partikelschwingung (vier Aspekte)



Im Vergleich zu herkömmlichen Reinigungsverfahren weist die Laserreinigungstechnologie folgende Merkmale auf.
1. Es handelt sich um eine „trockene“ Reinigung, bei der keine Reinigungslösungen oder andere chemische Lösungen verwendet werden, und die Sauberkeit ist wesentlich höher als bei der chemischen Reinigung.
2. Der Anwendungsbereich der Schmutzentfernung und der anwendbare Untergrundbereich ist sehr breit, und
3. Durch die Regulierung der Laserprozessparameter kann die Oberfläche des Substrats nicht beschädigt werden, da Verunreinigungen effektiv entfernt werden und die Oberfläche so gut wie neu ist.
4. Die Laserreinigung kann problemlos automatisiert werden.
5. Laser-Dekontaminationsanlagen können über einen langen Zeitraum eingesetzt werden und weisen niedrige Betriebskosten auf.
6. Die Laserreinigungstechnologie ist ein: umweltfreundliches Reinigungsverfahren, bei dem Abfall in Form eines festen Pulvers entsteht, das klein und leicht zu lagern ist und die Umwelt im Grunde nicht belastet.




In den 1980er Jahren stellte die rasante Entwicklung der Halbleiterindustrie höhere Anforderungen an die Reinigungstechnologie für die Oberflächenverunreinigungen von Siliziumwafern durch Maskenpartikel. Der Schlüssel liegt darin, die starke Adsorptionskraft zwischen den Mikropartikeln und dem Substrat zu überwinden. Herkömmliche chemische, mechanische und Ultraschallreinigungsverfahren genügen diesen Anforderungen nicht. Die Laserreinigung hingegen kann solche Verschmutzungsprobleme lösen, weshalb entsprechende Forschung und Anwendungen rasant vorangetrieben wurden.
1987 wurde erstmals ein Patent für Laserreinigung angemeldet. In den 1990er Jahren wandte Zapka die Laserreinigungstechnologie erfolgreich im Halbleiterfertigungsprozess an, um Mikropartikel von der Maskenoberfläche zu entfernen und realisierte damit eine der ersten industriellen Anwendungen dieser Technologie. 1995 gelang es Forschern, mit einem 2-kW-TEA-CO₂-Laser erfolgreich Lackabplatzungen an Flugzeugrümpfen zu entfernen.
Mit Beginn des 21. Jahrhunderts und der rasanten Entwicklung von Ultrakurzpulslasern nahmen Forschung und Anwendung der Laserreinigungstechnologie im In- und Ausland stetig zu. Der Fokus lag dabei auf der Oberflächenbearbeitung von Metallwerkstoffen. Typische ausländische Anwendungen sind die Lackentfernung an Flugzeugrümpfen, die Entfettung von Formoberflächen, die Entfernung von Kohlenstoffablagerungen im Inneren von Triebwerken und die Oberflächenreinigung von Schweißverbindungen. Das US-amerikanische Edison Welding Institute führte eine Laserreinigung des Kampfflugzeugs FG16 durch. Bei einer Laserleistung von 1 kW betrug das Reinigungsvolumen 2,36 cm³ pro Minute.
Erwähnenswert ist auch, dass die Forschung und Anwendung der Laserlackentfernung von modernen Verbundwerkstoffteilen ein wichtiges Forschungsgebiet darstellt. Die Propellerblätter der Hubschrauber HG53 und HG56 der US Navy sowie das Leitwerk des Kampfjets F-16 und andere Verbundwerkstoffoberflächen wurden bereits mittels Laserlackentfernung bearbeitet. China hingegen hat Verbundwerkstoffe erst spät in der Luftfahrt eingesetzt, sodass die Forschung in diesem Bereich noch weitgehend unerschlossen ist.
Darüber hinaus ist die Anwendung von Laserreinigungstechnologie zur Oberflächenbehandlung von CFK-Verbundwerkstoffen vor dem Verkleben, um die Festigkeit der Verbindung zu verbessern, ein aktueller Forschungsschwerpunkt. Ein Laserunternehmen hat die Produktionslinie des Audi TT mit Faserlaser-Reinigungsanlagen ausgestattet, um die Oxidschicht auf der Oberfläche des leichten Türrahmens aus Aluminiumlegierung zu entfernen. Rolls-Royce UK nutzte Laserreinigung zur Entfernung der Oxidschicht auf der Oberfläche von Titan-Triebwerkskomponenten.



Die Laserreinigungstechnologie hat sich in den letzten zwei Jahren rasant entwickelt. Sowohl die Prozessparameter und der Reinigungsmechanismus als auch die Forschung an zu reinigenden Objekten und deren Anwendung haben große Fortschritte gemacht. Nach umfangreichen theoretischen Untersuchungen konzentriert sich die Laserreinigungstechnologie zunehmend auf die Anwendung und erzielt dabei vielversprechende Ergebnisse. Zukünftig wird die Laserreinigungstechnologie im Bereich des Schutzes von Kulturgütern und Kunstwerken breitere Anwendung finden und ein großes Marktpotenzial aufweisen. Mit dem Fortschritt von Wissenschaft und Technik wird die Anwendung der Laserreinigungstechnologie in der Industrie immer mehr Realität, und ihr Anwendungsbereich erweitert sich stetig.



Die Firma Maven Laser Automation konzentriert sich seit 14 Jahren auf die Laserindustrie. Wir sind spezialisiert auf Lasermarkierung und bieten Laserreinigungsmaschinen für Maschinenschränke, Trolleykoffer, Rucksäcke und 3-in-1-Geräte an. Darüber hinaus führen wir Laserschweiß-, Laserschneid- und Lasermarkierungsmaschinen. Bei Interesse an unseren Maschinen folgen Sie uns und kontaktieren Sie uns gerne.

Veröffentlichungsdatum: 14. November 2022











