



Laser-Lichtbogen-Hybridschweißeng ist ein Laserschweißverfahren, das Laserstrahl und Lichtbogen kombiniert. Die Kombination von Laserstrahl und Lichtbogen führt zu einer signifikanten Verbesserung der Schweißgeschwindigkeit, der Einbrandtiefe und der Prozessstabilität. Seit den späten 1980er Jahren hat die kontinuierliche Entwicklung von Hochleistungslasern die Entwicklung der Laser-Lichtbogen-Hybridschweißtechnologie vorangetrieben. Probleme wie Materialstärke, Materialreflexion und Spaltüberbrückungsfähigkeit stellen keine Hindernisse mehr für diese Schweißtechnologie dar. Sie wurde bereits erfolgreich zum Schweißen von Bauteilen mittlerer Dicke eingesetzt.
Laser-Lichtbogen-Hybridschweißtechnologie
Beim Laser-Lichtbogen-Hybridschweißverfahren interagieren Laserstrahl und Lichtbogen in einem gemeinsamen Schmelzbad, um schmale und tiefe Schweißnähte zu erzeugen und so die Produktivität zu steigern, wie in Abbildung 1 dargestellt.
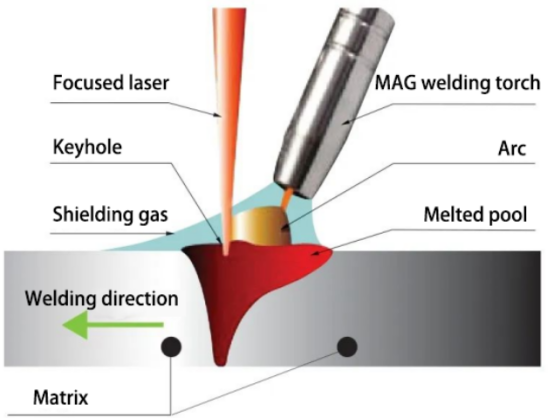
Abbildung 1 Schema des Laser-Lichtbogen-Hybridschweißprozesses
Grundlagen des Laser-Lichtbogen-Hybridschweißens
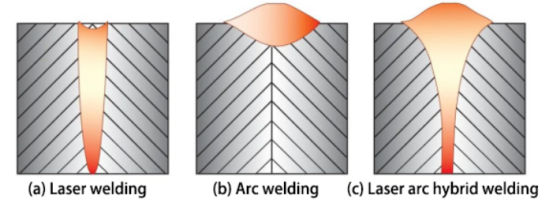
Das Laserschweißen zeichnet sich durch seine sehr schmale Wärmeeinflusszone aus. Der Laserstrahl kann auf einen kleinen Bereich fokussiert werden, um schmale und tiefe Schweißnähte zu erzeugen. Dadurch lassen sich höhere Schweißgeschwindigkeiten erzielen, wodurch der Wärmeeintrag und die Gefahr thermischer Verformung der Schweißteile reduziert werden. Allerdings weist das Laserschweißen eine geringe Spaltüberbrückungsfähigkeit auf, weshalb bei der Werkstückmontage und Kantenbearbeitung hohe Präzision erforderlich ist. Das Laserschweißen ist besonders schwierig für hochreflektierende Materialien wie Aluminium, Kupfer und Gold. Im Gegensatz dazu bietet das Lichtbogenschweißen eine ausgezeichnete Spaltüberbrückungsfähigkeit, einen hohen Wirkungsgrad und eignet sich zum effektiven Schweißen hochreflektierender Materialien. Die geringe Energiedichte beim Lichtbogenschweißen verlangsamt jedoch den Schweißprozess, was zu einem hohen Wärmeeintrag im Schweißbereich und damit zu thermischer Verformung der Schweißteile führt. Daher gleicht die Kombination aus einem Hochleistungslaserstrahl für das Tiefschweißen und einem hocheffizienten Lichtbogen die Nachteile des Verfahrens aus und ergänzt seine Vorteile (siehe Abbildung 2).
Die Nachteile des Laserschweißens liegen in der geringen Spaltüberbrückungsfähigkeit und den hohen Anforderungen an die Werkstückmontage. Die Nachteile des Lichtbogenschweißens sind die geringe Energiedichte und die geringe Schmelztiefe beim Schweißen dicker Bleche, was zu einem hohen Wärmeeintrag im Schweißbereich und damit zu thermischen Verformungen der Schweißteile führt. Die Kombination beider Verfahren kann sich gegenseitig beeinflussen und ergänzen und so die jeweiligen Nachteile des Schweißprozesses ausgleichen. Dadurch werden die Vorteile des Laserschweißens (Tiefschmelzen) und des Lichtbogenschweißens (Abdeckung) voll ausgeschöpft und die Vorteile eines geringen Wärmeeintrags, geringer Schweißnahtverformung, hoher Schweißgeschwindigkeit und hoher Schweißfestigkeit erzielt (siehe Abbildung 3). Der Vergleich der Auswirkungen von Laserschweißen, Lichtbogenschweißen und Laser-Lichtbogen-Hybridschweißen auf mittlere und dicke Bleche ist in Tabelle 1 dargestellt.
Tabelle 1 Vergleich der Schweißeffekte von mitteldicken und dicken Blechen
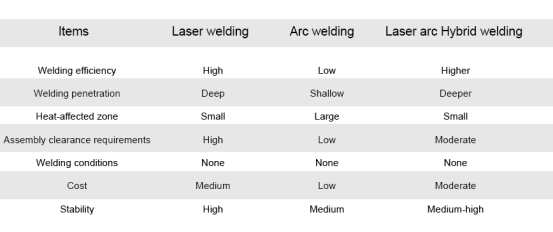
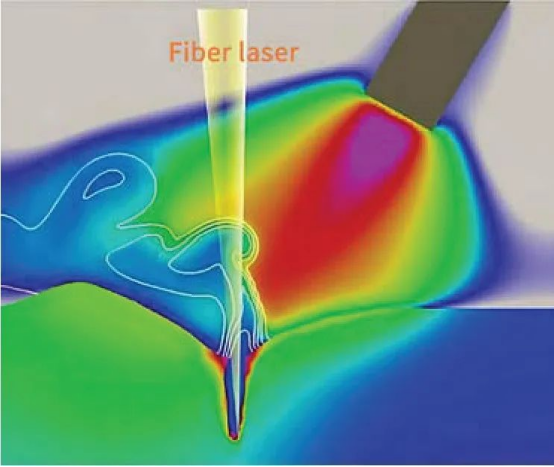
Abbildung 3: Prozessdiagramm des Laser-Lichtbogen-Hybridschweißens
Mavenlaser Lichtbogen-Hybridschweißgehäuse
Die Mavenlaser-Lichtbogenhybridschweißanlage besteht hauptsächlich aus einemRoboterarm, ein Laser, ein Kühler, einSchweißkopf, eine Lichtbogenschweißstromquelle usw., wie in Abbildung 4 dargestellt.

Anwendungsgebiete und Entwicklungstrends des Laser-Lichtbogen-Hybridschweißens
Anwendungsgebiete
Mit zunehmender Reife der Hochleistungslasertechnologie findet das Laser-Lichtbogen-Hybridschweißen breite Anwendung in verschiedenen Bereichen. Es zeichnet sich durch hohe Schweißleistung, hohe Spalttoleranz und tiefen Einbrand aus. Für mittlere und dicke Bleche ist es das bevorzugte Schweißverfahren. Auch im Bereich der Großanlagenfertigung kann es traditionelle Schweißverfahren ersetzen. Es findet breite Anwendung in Industriezweigen wie dem Maschinenbau, dem Brückenbau, dem Containerbau, dem Rohrleitungsbau, dem Schiffbau, dem Stahlbau und der Schwerindustrie.

Veröffentlichungsdatum: 07.06.2024











