



01 Was ist ein/eSchweißverbindung
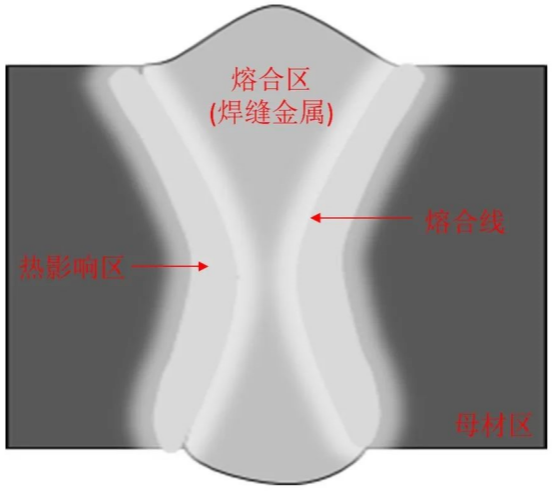
Eine Schweißverbindung ist eine Verbindung, bei der zwei oder mehr Werkstücke durch Schweißen miteinander verbunden werden. Beim Schmelzschweißen entsteht die Schweißverbindung durch lokale Erwärmung mittels einer Hochtemperatur-Wärmequelle. Die Schweißverbindung besteht aus einer Schmelzzone (Schweißzone), einer Schmelzlinie, einer Wärmeeinflusszone und einer Grundwerkstoffzone, wie in der Abbildung dargestellt.
02 Was ist eine Stumpfverbindung?
Eine gängige Schweißkonstruktion ist eine Verbindung, bei der zwei miteinander verbundene Teile in derselben Ebene oder in einem Lichtbogen in der Mittelebene der Verbindung verschweißt werden. Charakteristisch dafür sind gleichmäßige Erwärmung, gleichmäßige Kraftverteilung und die einfache Sicherstellung einer hohen Schweißqualität.
03 Was ist ein/eSchweißnut
Um die Durchdringung und Qualität der Schweißverbindungen zu gewährleisten und Schweißverformungen zu minimieren, werden die Schweißnähte vor dem Schweißen in der Regel in verschiedene Formen vorbearbeitet. Unterschiedliche Schweißnahtformen eignen sich für verschiedene Schweißverfahren und Materialstärken. Gängige Nahtformen sind beispielsweise I-, V-, U- und einseitig V-förmige Nahtformen (siehe Abbildung).
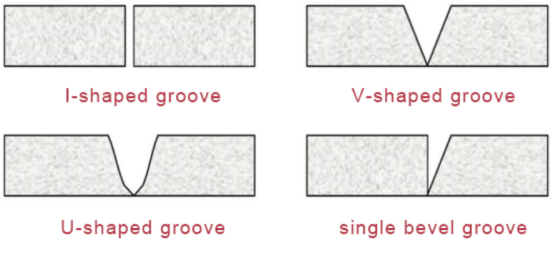
Gängige Nutformen von Stumpfverbindungen
04 Der Einfluss der Form der Stumpfstoßfuge aufLaser-Lichtbogen-Verbundschweißen
Mit zunehmender Dicke des zu schweißenden Werkstücks wird das einseitige Schweißen und beidseitige Umformen von mittelstarken und starken Blechen (Laserleistung < 10 kW) oft komplexer. Üblicherweise sind unterschiedliche Schweißstrategien erforderlich, wie z. B. die Gestaltung geeigneter Schweißnahtformen oder das Vorsehen von Anlegespalten. In der Praxis erschwert das Vorsehen von Anlegespalten jedoch die Montage der Schweißvorrichtungen. Daher ist die Gestaltung der Schweißnaht während des Schweißprozesses entscheidend. Eine ungeeignete Schweißnahtgestaltung beeinträchtigt die Stabilität und Effizienz der Schweißung und erhöht das Risiko von Schweißfehlern.
(1) Die Form der Schweißnaht hat direkten Einfluss auf deren Qualität. Durch eine geeignete Schweißnahtgestaltung wird sichergestellt, dass das Schweißdrahtmetall die Schweißnaht vollständig ausfüllt, wodurch Schweißfehler reduziert werden.
(2) Die geometrische Form der Nut beeinflusst die Wärmeübertragung, wodurch die Wärme besser geleitet, eine gleichmäßigere Erwärmung und Abkühlung erreicht und thermische Verformungen sowie Restspannungen vermieden werden können.
(3) Die Form der Nut beeinflusst die Querschnittsmorphologie der Schweißnaht und führt dazu, dass die Querschnittsmorphologie der Schweißnaht besser den spezifischen Anforderungen, wie z. B. der Schweißnahtdurchdringungstiefe und -breite, entspricht.
(4) Eine geeignete Nutform kann die Stabilität des Schweißvorgangs verbessern und instabile Phänomene während des Schweißprozesses, wie Spritzer und Hinterschneidungsfehler, reduzieren.
Wie in Abbildung 3 dargestellt, haben Forscher festgestellt, dass sich die Nut mithilfe des Laser-Lichtbogen-Verbundschweißens (Laserleistung 4 kW) in zwei Lagen und zwei Durchgängen füllen lässt, wodurch die Schweißeffizienz deutlich gesteigert wird. Mit einem dreilagigen Laser-Lichtbogen-Verbundschweißen (Laserleistung 6 kW) wurde eine fehlerfreie Schweißung von 20 mm dickem MnDR erzielt. Auch 30 mm dicker kohlenstoffarmer Stahl wurde mit dem Laser-Lichtbogen-Verbundschweißen in mehreren Lagen und Durchgängen verschweißt, wobei die Querschnittsmorphologie der Schweißverbindung stabil und gut war. Darüber hinaus haben die Forscher herausgefunden, dass die Breite rechteckiger Nuten und der Winkel Y-förmiger Nuten einen signifikanten Einfluss auf die räumliche Begrenzung haben. Wenn die Breite der rechteckigen Nut …≤4 mm und der Winkel der Y-förmigen Nut beträgt≤60 °Die Querschnittsmorphologie der Schweißnaht zeigt, wie in der Abbildung dargestellt, zentrale Risse und seitliche Wandkerben.
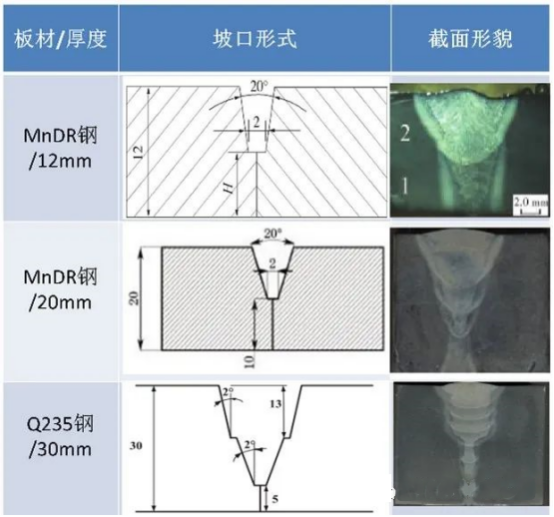
Der Einfluss der Nutform auf die Querschnittsmorphologie von Schweißnähten
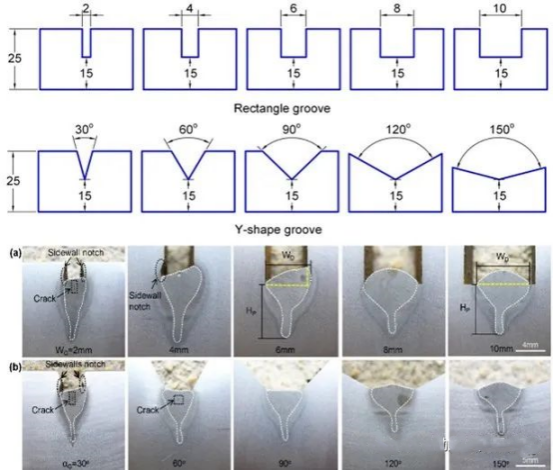
Der Einfluss von Nutbreite und -winkel auf die Querschnittsmorphologie von Schweißnähten
05 Zusammenfassung
Bei der Wahl der Nahtform müssen die Anforderungen der Schweißaufgabe, die Materialeigenschaften und die Charakteristika des Laser-Lichtbogen-Verbundschweißprozesses umfassend berücksichtigt werden. Eine geeignete Nahtgestaltung kann die Schweißeffizienz steigern und das Risiko von Schweißfehlern verringern. Daher ist die Auswahl und Gestaltung der Nahtform ein Schlüsselfaktor beim Laser-Lichtbogen-Verbundschweißen von mittelstarken und dicken Blechen.
Veröffentlichungsdatum: 08.11.2023











